







Šaltinis: www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Autoriai Mehul C. Raval ir Sukumar Madugula Reddy
Pateikta: 2018 m. Spalio 4 d. Peržiūrėta: 2019 m. Sausio 29 d. Paskelbta: 2019 m. Gegužės 15 d
DOI: 10.5772 / intechopen.84817
Santrauka
Skyriuje bus pristatytos pramoninės silicio saulės elementų gamybos technologijos, turinčios dabartinį statusą. Bus aptartos ir palygintos komercinės p tipo ir didelio efektyvumo n tipo saulės elementų struktūros, kad skaitytojas galėtų pradėti naudoti pramoninius saulės elementus. Pateikiamas trumpas įvairių procesų, pradedant tekstūravimu ir baigiant šilkografijos metalizavimu, peržiūra. Vienkristalių ir daugiakristalinių silicio plokštelių tekstūravimo procesai buvo peržiūrėti atsižvelgiant į naujausius procesus. Pateiktas difuzijos ir antirefleksinio dangos nusodinimo šiluminių procesų vaizdas. Gerai nusistovėjęs šilkografijos procesas saulės elementų metalizavimui įvedamas naudojant greitą kontaktų sukepinimo žingsnį. Įvestas IV saulės elementų su įvairiais parametrais saulės elementų apibūdinimui bandymas. Taip pat aptariami naujausi įvairių procesų ir įrangos gamybos pokyčiai bei numatomos ateities tendencijos.
Raktažodžiai
silicio
saulės elementai
gamyba
daugiakristalinis
monokristalinis
tekstūruoti
1. Įvadas
Fotoelektros yra svarbus atsinaujinančios energijos šaltinis, kuris greitai išaugo nuo 8 GW 2007 m. Iki 400 GW 2017 m. [1]. Kartu su didėjančia paklausa, PV sistemos sąnaudos taip pat labai sumažėjo nuo 35,7 USD / Wpin 1980 iki 0,34 $ / Wpin 2017, paspartindamos jos priėmimą [2]. Silicis (Si), kuris yra svarbi mikroelektronikos pramonės medžiaga, nuo 1950-ųjų taip pat buvo plačiai naudojama didžioji saulės elementų medžiaga, kurios rinkos dalis yra> 90% [2]. Skyriuje bus pristatyti tipiniai komercinių silicio saulės elementų gamybos žingsniai. Trumpa saulės elementų istorija ir silicio substratų tipo peržiūra kartu su skirtinga saulės elementų architektūra bus pristatyta 2 ir 3 skyriuose. Vėliau, drėgnos chemijos ir aukštos temperatūros veiksmai, naudojami gamyboje, bus aprašyti skyriuose 4 ir 5. 6 skyriuje bus aptariamas metalizacijos procesas kartu su tipiniais komercinių saulės elementų apibūdinimo parametrais. Galiausiai būsimos gairės ir numatomos tendencijos bus aptartos baigiamojoje dalyje.
2. Saulės elementų raida
„Fotoelektros efektas“ pažodžiui reiškia įtampos susidarymą veikiant šviesai. Pirmą kartą šį fenomeną 1839 m. Ant elektrocheminės ląstelės pastebėjo prancūzų fizikas Edmundas Becquerelis, o britų mokslininkai WGAdamsas ir REDay - iš kietojo kūno prietaiso, pagaminto iš seleno, 1876 m. [3]. Nuo 1950-ųjų komercinių saulės elementų rodikliai sparčiai progresavo nuo&1% iki> 23% [2], o silicis nuo šiol buvo fotovoltinės pramonės „darbo arklys“. tada. Silicio saulės elementų raida parodyta 1 paveiksle.

1 pav. Silicio saulės elementų evoliucija. (a) 1941 m.: saulės elementas, užfiksuotas užaugusiame mazge; chemiškai faktūruotas paviršius [3].
Pirmieji silicio saulės elementai, kuriuos 1940-aisiais parodė Russellas Ohlas iš „Bell Laboratories“, buvo pagrįsti natūraliomis jungtimis, susidariusiomis dėl priemaišų segregacijos perkristalizacijos proceso metu [3]. Elementų efektyvumas buvo&1%, nes nebuvo kontroliuojama sankryžos vieta ir silicio medžiagos kokybė. Nuo to laiko Ohl duota nomenklatūra regionams pavadinti (p-type: pusė, kuri yra apšvietimas, ir n-type: kita pusė) yra naudojama saulės elementų pavadinimų nustatymo veiksmams.
1950-aisiais sparčiai vystėsi priedų silicyje difuzijos aukštoje temperatūroje procesas. „Bell Laboratories“ darbuotojas, Fulleris ir Chaplinas parodė 4,5% efektyvų saulės elementą su ličio pagrindu pagamintu dopingu, o boro difuzijos metu jis pagerėjo iki 6%. Saulės elementas turėjo „apgaubiamą“ struktūrą (1 pav. B)) su abiem kontaktais galinėje pusėje, kad būtų išvengta šešėlinių nuostolių, tačiau dėl apvyniojamos konstrukcijos atsirado didesni varžiniai nuostoliai. Iki 1960 m. Ląstelių struktūra išsivystė taip, kaip parodyta1 paveikslo c punktas. Kadangi taikymas buvo skirtas kosmoso tyrimams, maksimaliam atsparumui spinduliuotei buvo naudojamas didelės varžos 10Ω cm pagrindas. Iš abiejų pusių buvo naudojami vakuuminiai išgarinti kontaktai, o silicio monoksido danga buvo naudojama kaip atspindinti danga (ARC) priekinėje pusėje (FS) [3].
Aštuntojo dešimtmečio pradžioje buvo nustatyta, kad sukepinus aliuminį galinėje pusėje, ląstelės veikimas pagerėjo, sudarant stipriai legiruotą sąsają, vadinamą „užpakalinio paviršiaus lauku (Al-BSF)“, ir pašalinant priemaišas [3]. Al-BSF sumažina nešiklių rekombinaciją galinėje pusėje, taigi pagerina įtampą ir ilgojo bangos spektrinį atsaką. Smulkesnių ir glaudžiai išdėstytų pirštų įgyvendinimas sumažino sankryžos dopingo poreikį ir pašalino negyvą sluoksnį. Titano dioksido (TiOx) ir buvo pasirinktas jo storis, kad sumažėtų atspindys trumpesniems bangos ilgiams, o saulės elementai atrodė violetiniai. Tolesnis patobulinimas buvo atliktas plokštelių tekstūravimu naudojant anizotropinį (100) plokštelių ėsdinimą, kad būtų atskleisti (111) paviršiai. Dėl tekstūros pagerėjo šviesos spąstai ir ląstelės tapo tamsios aksomo spalvos. Patobulinta langelio architektūra parodyta1 pav. D). 1976 m. Rittneris ir Arndtas pademonstravo antžemines saulės baterijas, kurių efektyvumas siekė 17%3].
Pasyvuota emiterio saulės baterija (PESC) 1984–1986 m. Pasiekė 20% efektyvumo gairę. Metalo / silicio kontaktinis plotas PESC ląstelėse sudarė tik 0,3%, o dvigubo ZnS / MgF ARC2buvo naudojamas abiejose ląstelių struktūrose. 1994 m. Buvo įrodyta 24% efektyvumo pasyvinta emiterio galinė difuzinė (PERL) ląstelė [3]. Palyginti su PESC ląstele, PERL ląstelė apvertė piramidės ant FS, kad geriau sulaikytų šviesą ir pasyvintų oksidais iš abiejų pusių. Oksido pasyvinimo sluoksnis užpakalinėje pusėje taip pat pagerino ilgojo bangos ilgio vidinį atspindį, taigi ir spektro atsaką.
Be besikeičiančių saulės elementų architektūrų, gamybos srityje taip pat buvo nuolat plėtojama didėjantis pralaidumas, patobulinti proceso etapai ir sumažintos išlaidos. Trumpas Si substratų ir įvairių tipų saulės elementų gamybos apžvalga pateikta kitame skyriuje.
3. Komercinės silicio saulės elementų technologijos
Si yra antra labiausiai paplitusi medžiaga žemėje po deguonies ir buvo plačiai naudojama puslaidininkių pramonėje. Metalurginis grynas silicis (Mg-Si), kurio grynumas yra 98%, gaunamas kaitinant kvarcą (SiO2) anglimi aukštoje 1500–2000 temperatūroje [4]. Mg-Si toliau gryninamas, kad gautų 99,99% grynumo saulės energijos silicio gabalėlius. Tuomet rafinuoti saulės gruntai yra apdorojami toliau, kad gautų monokristalines ir daugiakristalines Si luitų formas, kurios yra didelė silicio masė. Monokristaliniame Si atomai visoje medžiagoje yra išdėstyti ta pačia kristalų orientacija. Saulės elementams pirmenybė teikiama (100) orientacijai, nes ją galima lengvai tekstūruoti, kad sumažėtų paviršiaus atspindys [5]. Daugiakristalinis Si, kaip rodo pavadinimas, turi kelis skirtingos orientacijos Si medžiagos grūdelius, skirtingai nei monokristaliniai substratai. Monokristalinės medžiagos mažesnio nešiklio tarnavimo laikas yra ilgesnis, palyginti su daugiakristaliu Si, taigi ir didesnis saulės elementų efektyvumas tam tikrai saulės elementų technologijai.
Czochralski (Cz) monokristalinių Si luitų gamybos metodas pavaizduotas 2 (a) paveiksle. Aukšto grynumo lydytas silicis su priedu palaikomas virš lydymosi temperatūros, o tada sėklos kristalai traukiami labai lėtai, kad gautų net 300 mm skersmens ir 2 m ilgio luitą [6]. Išlydytą silicį galima užpilti p arba n tipo priedais, kad būtų gautas konkretaus tipo monokristalinis Si luitas, kurio svoris yra iki 200 kg [2]. Iš luitų pjaustomos plokštelės turi apvalius kraštus, todėl forma vadinama „psuedo kvadratu“. Daugiakristaliniai silicio luitai gaminami lydant labai gryną Si ir kristalizuojant juos dideliame tiglyje kryptinio kietėjimo būdu [7], kaip parodyta 2 (b) paveiksle. Procesas neturi orientacinės kristalų orientacijos, tokios kaip Cz procesas, todėl susidaro skirtingos orientacijos silicio medžiaga. Šiuo metu daugiakristaliniai Si luitai sveria> 800 kg [2], kurie vėliau supjaustomi plytomis, o plokštelės pjaustomos toliau.
Dabartinis monokristalinių ir daugiakristalinių plokštelių dydis saulės elementų gamybai yra 6 colių × 6 colių. Monokristalinių plokštelių plotas bus šiek tiek mažesnis dėl pseudo kvadrato formos. Saulės elementų gamybai plačiausiai naudojama pagrindinė medžiaga yra boru legiruoti p tipo Si substratai. N tipo Si substratai, taip pat naudojami didelio efektyvumo saulės elementams gaminti, tačiau turi papildomų techninių iššūkių, pavyzdžiui, gauti vienodą dopingą išilgai luito, palyginti su p tipo substratais.

2 paveikslas. Monokristalinių luitų (a) Cz proceso ir (b) kryžminio kietėjimo proceso - daugiakristalių luitų - iliustracija.
Plati skirtingų tipų saulės elementų klasifikacija kartu su efektyvumo diapazonais parodyta 3 paveiksle. Standartinė aliuminio užpakalinio paviršiaus lauko (Al-BSF) technologija yra viena iš labiausiai paplitusių saulės elementų technologijų, atsižvelgiant į jos gana paprastą gamybos procesą. Jis pagrįstas visu galiniu (RS) Al nusodinimu šilkografijos būdu ir ap + BSF susidarymu, kuris padeda atremti elektronus iš p tipo substrato galinės pusės ir pagerinti ląstelių našumą. Al-BSF saulės elementų gamybos srautas parodytas 4 paveiksle. Standartinis komercinių saulės elementų dizainas yra su tinklo modelio FS ir viso ploto RS kontaktais.

3 pav. Įvairių tipų saulės elementų plati klasifikacija.

4 paveikslas. Al-BSF saulės elementų gamybos srautas.
Pasyvinto spinduolio galinio kontakto (PERC) saulės elementas pagerina Al-BSF architektūrą, pridedant užpakalinės dalies pasyvinimo sluoksnį, kad pagerėtų galinės pusės pasyvinimas ir vidinis atspindys. Aliuminio oksidas yra tinkama RS pasyvinimo medžiaga, kurios vidutinis saulės elementų efektyvumas artėja prie 21%, gautas gaminant [8]. Esamą Al-BSF saulės elementų liniją galima atnaujinti iki PERC proceso dviem papildomais įrankiais (RS pasyvinimo sluoksnio nusodinimas ir lazeris lokalizuotam kontaktų atidarymui RS).
Likusios trys elementų architektūros daugiausia yra didesnio efektyvumo technologijos, pagrįstos n tipo Si substratais. A-Si heterojunkcinė saulės elementas turi n tipo Si substrato FS ir RS a-Si sluoksnius, kad susidarytų „heterojunkcijos“, skirtingai nuo įprastos aukštos temperatūros difuzijos pagrindu sukurtos pn sandūros Tokia technologija leidžia apdoroti žemesnėje temperatūroje, tačiau yra labai jautri paviršiaus sąsajų kokybei. a-Si pagrindu pagamintą heterosisteminę saulės elementą komerciškai gamino „Sanyo Electric“, kurį dabar perima „Panasonic“ [9]. Interdigituojamo atgalinio kontakto (IBC) saulės elementų konstrukcijoje abu kontaktai yra užpakalinėje pusėje, pašalinant FS kontaktų šešėlių nuostolius. Paprastai IBC saulės elementams sankryža taip pat bus užpakalinėje pusėje. Vienas iš ankstyvųjų didelio efektyvumo n tipo IBC saulės elementų gamintojų yra „SunPower Corporation“ [10]. Bifacialinės ląstelės, kaip rodo pavadinimas, gali užfiksuoti šviesą iš abiejų saulės elementų pusių. Tai reiškia, kad galinėje pusėje taip pat yra tinklelio formos kontaktai, leidžiantys surinkti šviesą. Bifacial technologijos pavyzdys yra „BiSON“ saulės elementas, kurį sukūrė ir prekiavo ISC, Konstanzas [11]. Reikėtų pažymėti, kad nurodyta klasifikacija nėra išsamus įvairių kitų saulės elementų tipų, esančių R& D fazėje, artimas komercijai arba jau gaminamas, sąrašas. Tolesniuose skyriuose bus pateiktas Al-BSF saulės elementų gamybos proceso etapų vaizdas.
4. Šlapios chemijos procesai saulės elementų gamybai
Šlapia chemija pagrįstas apdorojimas yra svarbus saulės elementų apdorojimo žingsnis pjaustomoms plokštelėms pašalinant pjūklo pažeidimus (SDR), paviršiaus tekstūra, siekiant padidinti gaunamos saulės spinduliuotės absorbciją ir kraštų izoliaciją po difuzijos proceso. Kaip aptarta ankstesniame skyriuje, saulės elementų gamybai daugiausia naudojamos monokristalinės ir daugiakristalės silicio plokštelės. Ateityje bus aptartas atitinkamų plokščių plokščių apdorojimas drėgna chemija.
4.1 Monokristalinio silicio plokštelių tekstūra
Kaip nurodyta 2 skyriuje, saulės elementų kūrimas prasidėjo pirmiausia monokristalinėmis plokštelėmis, todėl buvo naudojami gerai žinomi metodai iš mikroelektronikos srities. Šarminis anizotropinis ėsdinimas KOH / NaOH pagrindu naudojamas monokristalinių plokštelių piramidiniam tekstūravimui. Pjaustytos monokristalinės plokštelės vidutinis svertinis atspindžio koeficientas yra> 30% (per 300–1200 nm bangos ilgį), kuris po tekstūravimo sumažėja iki 11–12%. Tipinė šarminio tekstūruoto paviršiaus morfologija parodyta 5 paveiksle. Anizotropinis ėsdinimo tirpalas išgraviruoja plokštelių (100) paviršių, kad apnuogintų (111) paviršius, kuriuose yra didesnis silicio atomų tankis ir todėl lėtesnis ėsdinimo dažnis, lyginant su ( 100) veidai. Dėl to susidaro atsitiktinės piramidės struktūros, sudarančios 54,7 ° kampą plokštelės paviršiaus atžvilgiu.

5 pav. Tipinė šarminės tekstūros monokristalinės plokštelės paviršiaus morfologija.
Tipiniai šarminio tekstūravimo proceso parametrai parodyti 1 lentelėje. Reikėtų pažymėti, kad įvairių parametrų vertės yra orientacinės ir jų nereikia laikyti absoliučiomis, nes rinkoje yra įvairių priedų gamintojų. Iš pradžių tekstūravimo tirpale buvo naudojamas izopropilo alkoholis (IPA), kuris nedalyvauja ėsdinimo reakcijoje, tačiau veikia kaip drėkinamasis agentas, kad pagerintų tekstūravimo proceso homogeniškumą, neleisdamas H2 burbuliukams (susidariusiems reakcijos metu) prilipti silicio paviršius [12]. Tačiau iki 2010 m. IPA palaipsniui buvo pakeista alternatyviais priedais dėl trūkumų, tokių kaip nestabili koncentracija, nes vonios temperatūra yra artima IPA virimo temperatūrai (82,4 ° C), didelės išlaidos, didelis vartojimas, pavojai sveikatai ir sprogumas [12]. Daugelis grupių paskelbė kūrimo darbus, skirtus pakeisti IPA alternatyviais priedais, kad įveiktų IPA trūkumus, padidintų proceso langą ir sumažintų paviršiaus atspindį [12,13,14,15,16]. Priedai taip pat sutrumpina apdorojimo laiką iki< 10="" minučių="" ir="" padidina="" vonios="" trukmę="" iki=""> 100 eilučių.
Procesas
KOH / IPA
KOH / priedas
KOH (%) | 3 | & 3 |
IPA (%) | 6 | — |
Priedas (%) | — | & 2; |
Proceso temperatūra [° C] | & gt; 80 | 70–100 |
Piramidės dydis [μm] | 5–12 | 2–7 |
Proceso laikas [min] | 30–40 | 5–10 |
Organinis turinys [masės%] | 4–10 | & 1,0 |
Virimo temperatūra [° C] | 83 | & gt; 100 |
Vonios gyvenimo trukmė | & 15 | & gt; 100 |
1 lentelė. Vienkristalinių plokštelių IPA ir priedų pagrindu šarminės tekstūros proceso parametrai.
Monokristalinių plokštelių tekstūravimo procesas paprastai atliekamas „partijomis“, o tai reiškia, kad plokštelės yra pakraunamos į laikiklį su lizdais, kad plokštelės būtų laikomos (100 lizdų nešiklyje), o po to partija nuosekliai apdorojama voniose. tekstūravimas, valymas, apdorojimo veiksmai siekiant pašalinti organinius likučius ir metalų užterštumą, o apdorotų plokštelių džiovinimas. Laikikliai paprastai yra padengti PVDF, kuris labai gerai atsparus įvairioms cheminėms medžiagoms, dilimui ir mechaniniam nusidėvėjimui. Tipinis monokristalinių plokštelių apdorojimo nešiklis parodytas 6 paveiksle. Paketinio tekstūravimo įrankyje kiekvienam žingsniui yra skirtos vonios su vonioje naudojamų chemikalų dozavimo bakais. Įrankis vienu metu apdoroja daugelį nešiklių ir vienu metu apdorodamas keturis nešiklius gali pasiekti> 6000 plokštelių / val.

6 paveikslas. Plokštelių pakavimo į partijos įrankį laikikliai. Šaltinis: RCT solutions GmbH.
4.2 Daugiakristalio silicio plokštelių tekstūravimas
Daugiakristalės plokštelės suteikia išlaidų pranašumą, palyginti su monokristalinėmis plokštelėmis, todėl jos buvo plačiau pritaikytos. Tačiau šarminė chemija, naudojama monokristalinėms plokštelėms tekstūruoti, netinkama daugiakristalinėms plokštelėms dėl skirtingų grūdelių orientacijų. Buvo sukurta alternatyvi rūgštinė chemija, pagrįsta HF ir HNO3, siekiant pašalinti pjūklo pažeidimus ir vienu metu suformuoti daugiakristalines plokšteles [17,18]. Rūgštinis tirpalas grindžiamas tekstūravimas veikia žemesnėje nei kambario temperatūroje temperatūroje, todėl sumažėja reakcijos dujų emisija, mažai susidaro šilumos, padidėja oforto tirpalo stabilumas ir geriau kontroliuojamas ėsdinimo greitis [18]. Daugiakristalinių plokštelių šarminio ir rūgštinio tekstūravimo proceso palyginimas parodytas 7 paveiksle.

7 pav. Daugiakristalių plokštelių šarminės ir rūgštinės tekstūros palyginimas. Taip pat palyginimui parodytos atspindžio kreivės po SiNx: H nusodinimo [17].
Rūgštinio daugiakristalės plokštelės tekstūravimo procesą galima atlikti per trumpesnį laiką, palyginti su šarminio tekstūravimo procesu, todėl jis gali būti įgyvendinamas „inline“ konfigūracijoje, kai plokštelės perleidžiamos per ritinius, panardintus į ofortinę vonią. Tipinis įterptinio proceso vaizdas kartu su tipišku rūgštinio tekstūravimo procesu parodytas 8 paveiksle. Penkių eismo juostų konfigūracijai įterptojo įrankio pralaidumas gali siekti iki 4000 plokštelių / h. Svarbu pažymėti, kad ėsdinimo tirpalo plokštelių paviršius, nukreiptas žemyn, yra geriau tekstūruotas nei viršutinė ir yra „saulėta pusė“ tolesniam apdorojimui. Rūgštus tekstūravimo procesas lemia akyto silicio susidarymą ant tekstūruoto paviršiaus, kuris sugeria šviesą ir taip pat padidina paviršiaus rekombinaciją [18]. Taigi akytasis silicis pašalinamas praskiestu šarminiu tirpalu. Vėliau atliekamas rūgštus valymas (HF + HCl), siekiant pašalinti oksidų ir metalų užterštumą nuo plokštelių paviršių.

8 paveikslas. (A) Tipinis tiesinis procesas su penkiomis juostomis ir (b) rūgštinio tekstūravimo proceso srautas daugiakristalinėms plokštelėms.
Svarbu pažymėti, kad aukščiau aptartas rūgštinio tekstūravimo procesas yra tinkamas daugiakristalėms plokštelėms, pjautinėms srutomis (SWS). Per pastaruosius kelerius metus deimantinės vielos pjovimo (DWS) procesas pakeitė srutų viela pagrįstą pjovimą dėl proceso ir ekonominių pranašumų [19]. SWS daugiakristalinių plokštelių pjūklo pažeidimai yra didesni nei DWS plokštelių, turinčių gilius tiesius griovelius ir daug lygesnio paviršiaus nei srutinės vielos pjautinės plokštelės [19]. SWS plokštelių pjūklų pažeidimai vaidina svarbų vaidmenį pradedant tekstūravimo procesą, kurio nėra DWS plokštelėms.
Siūlomi įvairūs DWS daugiakristalių plokštelių struktūros metodai, kurie apibendrinti 2 lentelėje [20]. Sureguliuojant įvairius metodus, galima gauti beveik 0% atspindį, todėl DWS daugiakristalių plokštelių tekstūravimo procese buvo naudojamas terminas „juodas silicis“. RIE buvo pirmasis juodo silicio gamybos metodas, o reakcijai pasyvinti ir apriboti reakcijai su siu ir dujomis, tokiomis kaip Cl2 ir O2, naudojamas sieros heksaflouridas (SF6) [20]. Neseniai, naudojant RIE pagrįstą tekstūravimo procesą, buvo parodyti komerciniai daugialypiai PERC saulės elementai, kurių vidutinis efektyvumas buvo 21,3% [21]. Tačiau, kadangi RIE yra vakuuminis procesas, pralaidumas yra mažas, palyginti su įprastu inline procesu, taip pat reikia papildomo išankstinio ir vėlesnio apdorojimo, kad pašalintumėte pjūklo pažeidimus ir žalą, kurią sukėlė atitinkamai jonų bombardavimas. RIE metodo variantas, kuriam nereikia vakuumo ar plazmos, buvo įdiegtas komercinėje priemonėje [22].
Metodas
Reagentai
Kaukė
Katalizatorius
Mažiausias atspindys (%)
Reaktyvusis jonų ėsdinimas (RIE) | SF6/O2, SF6/ Cl2/O2, SF6/O2/ CH4 | Nė vienas | Nė vienas | 4.0 |
Plazmos panardinimo jonų implantavimas (PIII) | SF6/O2 | Nė vienas | Nė vienas | 1.8 |
Švitinimas lazeriu | CCl4, C2Cl3F3, SF6, Cl2, N2, oras | Nė vienas | Nė vienas | 2.5 |
Plazminis ofortas | SF6 | Ag nano dalelės | Nė vienas | 4.2 |
Cheminis ėsdinimas metalu (MACE) | AgNO3/ HF / HNO3 | Nė vienas | Ag, Au | 0.3 |
Elektrocheminis ofortas | HF, EtOH, H2O | Nė vienas | Nė vienas | & 5,0 |
2 lentelė. Įvairūs deimantinės vielos pjautinių daugiakristalių plokštelių tekstūravimo metodai [20].
Vienas iš DWS daugiakristalinių plokštelių tekstūravimo būdų yra atnaujinti esamą rūgštinės tekstūros pagrindo chemiją su priedais [23,24,25]. Toks požiūris gali turėti mažesnį CoO, palyginti su MACE metodu [23]. Įrodyta, kad tokio priedais pagrįsto metodo atspindys yra panašus į įprastą izotekstūros tirpalą, kurio saulės elementų efektyvumas yra 18,7% Al-BSF pagrindu [24].
MACE pagrindu pagamintas tekstūravimas yra panašus į įprastą rūgštinio ėsdinimo metodą su papildomu katalizinio metalo nusodinimo etapu. Proceso srautą sudaro SDR, katalizuojančio metalo nusodinimas, cheminis ėsdinimas ir po apdorojimas. 19,2% efektyvumas buvo gautas komercinėms daugialypėms Al-BSF ląstelėms, naudojant paketinio tipo MACE tekstūravimo procesą [26]. Įrodyta komercinė MACE pagrindu sukurta priemonė, leidžianti pritaikyti atspindį 12–23% diapazone ir gauti vidutinį Al-BSF ir PERC struktūros efektyvumą atitinkamai 18,8 ir 20,2% [27]. Reprezentatyvūs tekstūruoto paviršiaus vaizdai, pagrįsti MACE procesu, parodyti 9 paveiksle. Įterptinio MACE proceso nuosavybės kaina (angl. CoO) yra potencialiai mažesnė, palyginti su paketiniu MACE procesu, kuris gali dar labiau sumažinti perdirbant Ag iš tekstūravimo vonios [27].

9 pav. „MACE“ tekstūruotos DWS daugialypės plokštelės, (a) paviršius su Ravg=12% ir (b) paviršius su Ravg=22% [27].
4.3 Drėgnos chemijos pagrindu atliekama kraštų izoliacija
Saulės elemento spinduolio sritis gaminama difuzijos aukšta temperatūra metu (apie tai bus kalbama tolesniuose skyriuose). Difuzijos metu fosforo silikatinis stiklas (PSG) nusėda ant plokštelės, kurią reikia pašalinti prieš nusodinant ARC sluoksnį. Kaip pavaizduota 10 paveiksle, po difuzijos etapo n tipo sritis taip pat yra plokštelių kraštuose ir galinėje pusėje. N tipo sluoksnis kraštuose ir galinėje pusėje trumpai sujungs emiterį su pagrindiniu substratu, todėl svarbu išgraviruoti šiuos regionus ir izoliuoti emiterį ant FS nuo pagrindo pagrindo, kaip parodyta 10 paveikslo (c) paveiksle.

10 paveikslas. Silicio plokštelės apdorojimas po difuzijos ir kraštų izoliavimo
Briaunų izoliavimo procesas gali būti atliekamas vienodai, panašiai kaip tekstūravimo procesas, aptartas ankstesniame skyriuje. Šiuo atveju išimtis yra ta, kad cheminė medžiaga turėtų išgraviruoti tik užpakalinę pusę ir kraštus be sąveikos su FS. Reprezentatyvus krašto izoliavimo proceso vaizdas parodytas 11 paveiksle. Svarbu pažymėti, kad volai yra tik apatinėje pusėje, kad būtų išvengta bet kokio ėsdinimo tirpalo kontakto su priekine puse. Vėlesni veiksmai po RS ėsdinimo yra panašūs į tuos, kurie atliekami tekstūros tekstūravimo mašinoje.

11 paveikslas. Reprezentatyvus saulės elemento vaizdas krašto izoliacijos vonioje.
5. Saulės elementų gamybos terminiai procesai
Aukštos temperatūros procesai yra gyvybiškai svarbi saulės elementų gamybos dalis. Tokių procesų pavyzdžiai yra pn sandūros formavimas difuzijos būdu, šaudymas ekrane atspausdintais kontaktais, paviršiaus pasyvinimo sluoksnių aktyvavimas arba proceso atkurti defektai. Skyriuje apžvelgiama pagrindinė emiterio difuzijos proceso ir plazmos sustiprinto cheminio garų nusodinimo (PECVD) fizika.
5.1 Emiterio difuzija
Emiterio difuzija yra vienas iš svarbiausių pramoninių saulės elementų gamybos šiluminių žingsnių. Kristalinių p tipo silicio saulės elementų n tipo spinduolis susidaro difuzijos būdu fosforo (P) dėka. Difuzijos procese Si plokštelės siunčiamos į krosnį ir 800–900 ° C temperatūroje veikiamos fosforilo chlorido (POCl3) ir O2, dėl kurio PSG nusėda ant Si plokštelių paviršių. Šis žingsnis vadinamas išankstiniu nusodinimu, kai PSG [28] veikia kaip fosforo (P) priedų šaltinis, difunduojantis į Si plokštelę. Kitas žingsnis yra įvažiavimas, kai atjungiamos leistinų dujų tiekimo angos, o P iš PSG sluoksnio difunduoja toliau į Si plokštelę. Hannes etal. [29] iliustruoja optimalų fotoelektros proceso įgyvendinamumą, reikia atsižvelgti į tris skirtingus efektus. Pirma, P difuzija iš PSG ir jo buvimas elektriškai aktyviose ir neaktyviose Si plokštelėse, o tai padidina Shockley-Read-Hall (SRH) rekombinaciją. Antra, priemaišų kaupimas į Si sluoksnį link PSG sluoksnio. Galiausiai metalo kontakto susidarymas su P legiruotu Si spinduoliu ištraukia sugeneruotą galią.
Difuzijos procesas skaičiuojamas pagal lakšto varžą, kuri priklauso nuo pn sandūros gylio ir P koncentracijos profilio. Lapo varža turi Ω / cm vienetus (paprastai matuojama kaip Ω / □) ir matuojama naudojant keturių taškų zondo sistemą. Lakšto atsparumo apibrėžimas iliustruojamasEq. (1).
R=stačiakampio pjūvio varža (Ω); ρ=varža (Ω cm); l=stačiakampio pjūvio ilgis (cm); A=stačiakampio pjūvio plotas (cm2); W=stačiakampio pjūvio plotis (cm) D=stačiakampio pjūvio gylis (cm) ir ρ lapas=atsparumas nurodytam gyliui (D), kai l=W (Ω / □).
Ankstesnės spinduolio lakšto varžos vertės buvo 30–60Ω / □, kai pn sandūros gylis> 400 nm ir didelė P paviršiaus koncentracija. Patobulinus priekinės pusės sidabro (Ag) kontaktinę pasta, emiterio lakšto varža dabar yra 90–110Ω / □, o jungties gylis yra apie 300 nm ir mažesnė P paviršiaus koncentracija. Perėjimas prie didesnio atsparumo lakštams leidžia užfiksuoti daugiau šviesos UV ir mėlyname spektre, taip pat sumažėja paviršiaus rekombinacija, kad pagerėtų Voc. Reikėtų pažymėti, kad difuzijos procesas vyksta ant FS (tiesiogiai veikiamas dujų), taip pat ant kraštų ir RS. Jei krašto izoliavimo procesas nebus atliekamas (kaip aptarta 4.3 skyriuje), spinduolis bus trumpai sujungtas su substratu.
12 paveiksle parodytas POCl3 difuzijos procesas uždaroje kvarcinių vamzdžių sistemoje. POCl3 yra skysčio šaltinis, tiekiamas į proceso vamzdį, burbuliuojant jį su nešiklinėmis dujomis N2. Maišant

12 paveikslas. (A) Partijos tipo difuzijos proceso schema ir (b) partijos tipo difuzijos įrangos tipinis vaizdas. Šaltinis: centrotherm GmbH.
Si paviršiuje
Chloras, kuris yra šalutinis produktas išankstinio nusodinimo metu, valo plokšteles ir kvarco vamzdelius, formuodamas kompleksus su metalais. PSG naudojamas kaip šaltinis važiuojant P atomais į Si paviršių. Važiuojant POCl3 išjungtas ir tik O2 yra pridėtas, kad po PSG susidarytų plonas oksido sluoksnis, kad sustiprėtų P atomų difuzija į Si paviršių.
Difuzinio vamzdžio viduje yra penkios kaitinimo zonos, kaip parodyta 13 paveiksle. Zonos yra:
Pakrovimo zona (LZ) - zona, nuo kurios plokštelės įdedamos į vamzdelį.
Centrinė pakrovimo zona (CLZ) - zona tarp pakrovimo zonos ir centrinės zonos.
Centrinė zona (CZ) - vamzdžio centras.
Centrinė dujų zona (CGZ) - zona tarp centrinės ir dujų zonos.
Dujų zona (GZ) - rajonas, iš kurio dujos išeina per išmetamąsias dujas.

13 pav. Šildymo zonos difuzijos vamzdžio viduje.
Paprastai kiekvienos kaitinimo zonos temperatūra yra koreguojama, kad būtų gautas vienodas visų laivo plokštelių atsparumas skleidėjo lapams.
Difuzijos aplinka turi būti labai švari, todėl vamzdeliams naudojama kvarco medžiaga. Vamzdžių švara ir pakrovimo zonos priežiūra taip pat turi įtakos proceso rezultatams. Kadangi dujų fazės difuzijoje mėgintuvėlyje nėra likučių, tai lemia švaresnį procesą. Perkėlus pusę pikio žemo slėgio (LP) sąlygomis [31], pralaidumą galima padidinti. Paprastai 1 000 plokštelių pakraunama į vieną mėgintuvėlį ir su penkiais difuzijos vamzdeliais paketinio tipo difuzijos sistemoje, saulės elementų gamybai galima pasiekti iki 3800 plokščių / h pralaidumą.
Komercinėje gamyboje taip pat buvo naudojama inline difuzinė sistema, kai plokštelės transportuojamos diržu su fosforo rūgštimi kaip P priedų šaltiniu [32]. Tačiau, palyginti su tiesioginiu procesu, paketinis procesas yra švaresnis, efektyvesnis ir efektyvesnis. N tipo saulės elementų ar pažangių saulės elementų, tokių kaip PERT, p tipo paketinė difuzija pagrįsta boro (B) priedų šaltiniais, tokiais kaip boro tribromidas (BBr3) [33,34].
5.2 Antirefleksinės dangos (ARC) nusodinimas
Plikas Si paviršius atspindi> 30% šviesos kritimo. Kaip aptarta 4 skyriuje, tekstūravimo procesas pagerina šviesos fiksavimą. Pageidautina dar labiau sumažinti atspindį, kuris gaunamas padengiant ARC sluoksnį. TiOx buvo viena iš ankstyviausių medžiagų, kuri buvo naudojama kaip ARC sluoksnis saulės elementams, tačiau kadangi ji negalėjo užtikrinti pakankamo paviršiaus pasyvinimo, ją galiausiai pakeitė SiNx: H [37]. Termiškai užaugintas silicio oksidas (SiO2) taip pat buvo naudojamas kaip pasyvuojanti medžiaga rekordiškai pasyviose pasyviai spinduliuojančiose emitterio galinėse lokaliai difuzinėse (PERL) ląstelėse [37]. Didelis šiluminis biudžetas ir ilgas proceso laikas padarė SiO2 pagrįstą pasyvinimą netinkamu masinei saulės elementų gamybai [37]. Išsami įvairių ARC ir pasyviosios medžiagos, skirtos naudoti saulės elementams, apžvalga aptariama [37].
Plazmos sustiprinto cheminio garų nusodinimo (PECVD) procesas yra tinkamas nusodinti ARC SiNx: H sluoksnį, kuris ne tik sumažina atspindį, bet ir pasyvina priekinės pusės n tipo spinduolį ir didžiąją dalį, taip pagerindamas saulės elementų efektyvumą [36, 37]. Paketinio tipo PECVD sistemos schema parodyta 14 paveiksle. Plokštės pakraunamos į grafitinę valtį, priekinės pusės nukreiptos viena į kitą. RF plazma, pagrįsta proceso dujomis amoniaku (NH3) ir silanu (SiH4), veikiančia 400–450 ° C temperatūroje, nusodina hidrintą SiNx: H sluoksnį pagal ekvivalentą. (4) [35]. SiNx: H plėvelėje įterptas vandenilis difuzijos metu difuzijos metu (aptariamas kitame skyriuje) ir pasyvina kabančius ryšius, kad pagerintų saulės elementų veikimą [36,37].
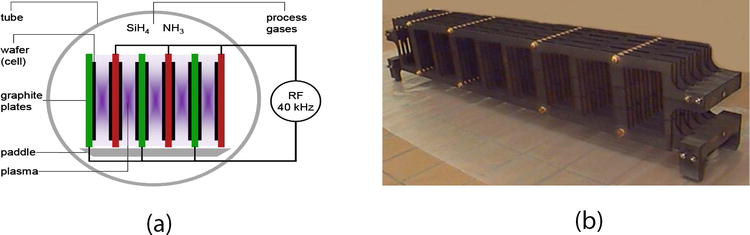
14 paveikslas. (A) SiNx: H nusodinimo partijos tipo PECVD proceso schema: (H) nusodinimas ir (b) grafito valtis Si plokštelių į PECVD krosnį įkėlimui.
SiNx: H plėvelės lūžio rodiklį (RI) kontroliuoja SiH4 / NH3gato santykis, o storis priklauso nuo nusėdimo trukmės. SiNx: H pagrindu sukurtas ARC gali sumažinti vienos bangos ilgio atspindį, o bangos ilgio storį nurodo [38],
wheret=SiNx: H ARC sluoksnio storis, λ0=gaunamos šviesos bangos ilgis ir n1=SiNx: H sluoksnio lūžio rodiklis.
Remiantis ryšiu, ARC taip pat vadinamas „ketvirčio bangos ilgio ARC“. Saulės elementams RI ir storis parenkami taip, kad sumažėtų atspindys 600 nm bangos ilgyje, nes tai yra saulės spektro smailė. ARC storis ir RI parenkami kaip abiejų pusių medžiagų, ty stiklo / oro ir Si, geometrinis vidurkis. Tipiškas SiNx: H ARC storis yra 80–85 nm, o RI yra 2,0–2,1, saulės elementams suteikiant mėlyną arba violetinę mėlyną spalvą. Struktūrinės daugiakristalės saulės elemento, nusodinto kartu su SiNx: H, atvaizdas parodytas 15 (a) paveiksle, o SiNx: H spalvos kitimas atsižvelgiant į jo storį - 15 (b) paveiksle. Svarbu pažymėti, kad tam tikri nusėdimo parametrai priklauso nuo paviršiaus tekstūros ir ARC spalvos. Yra įvairių saulės modulių, kur saulės elementų spalva yra tamsesnė, skirtingai nuo tipiškos mėlynos spalvos. Tipišką ARC nusodinimo etapą saulės elementų gamybos linijoje sudaro dvi PECVD sistemos, kurių kiekvienoje yra keturi vamzdžiai ir pralaidumas iki 3 500 vaflių / val.

15 paveikslas. (A) SiNx: H padengto daugiakristalio saulės elemento vaizdinis vaizdas, (b) SiNx: H sluoksnio kitimas pagal jo storį.
SiNx: H netinka p tipo Si pasyvinimui, todėl dielektrikai, tokie kaip Al2O3, naudojami RS pasyvinimui ląstelių architektūroje, pvz., PERC ląstelės [8], arba p tipo spinduoliams n tipo saulės elementuose. PERC saulės elementams Al2O3 praeinantis sluoksnis yra uždengtas SiNx: H, kad būtų apsaugotas nuo Al pastos degimo proceso metu, taip pat tarnauja kaip ilgos bangos ilgio šviesos vidinis atšvaitas. Yra komercinių PECVD ir atominio sluoksnio nusodinimo (ALD) sistemų, galinčių nusodinti Al2O3, kai pralaidumas yra iki 4800 plokščių / h [39].
6. Metalizacija ir saulės elementų apibūdinimas
6.1 Šilkografijos būdu pagaminta metalizacija
Paskutinis saulės elementų gamybos proceso etapas yra FS ir RS metalizavimas, siekiant išgauti galią su minimaliais varžiniais nuostoliais. Ag yra gera kontaktinė medžiaga n tipo spinduoliui, o Al labai gerai kontaktuoja su p tipo substratu. Ag / Al pastos derinys naudojamas spausdinant trinkeles ant RS, kad būtų lengviau sujungti saulės elementus modulyje. Šilkografija yra paprastas, greitas ir nuolat tobulinamas saulės elementų metalizavimo procesas.
Šilkografijos spausdinimo proceso schema parodyta 16 paveiksle. Ekranuose yra emulsija padengtas nerūdijančio plieno tinklelis su angomis pagal norimą metalizacijos modelį, kaip parodyta 17 paveiksle (a). Metalinė pasta paskleidžiama ekrane per potvynį ir valytuvo judesį, kuris pastą nusėda ant saulės elemento pagal ekrano modelį. Atidarymas yra atstumas nuo ekrano iki saulės elemento. Valytuvo slėgis ir atstumiamasis atstumas yra kritiniai parametrai, lemiantys pastos klojimą ir „Ag FS“ pirštų geometriją.

16 pav. Saulės elementų metalizavimo šilkografijos proceso iliustracija.

17 paveikslas. (A) Tinklo emulsijos ekranas su piršto anga FS Ag spausdinimui [40] ir (b) reprezentatyvus FS metalizacijos modelis.
Tipiškos pastos, skirtos Ag / Al RS trinkelėms, RS Al ir FS Ag yra atitinkamai 35–45 mg, 1,1–1,4 g ir 100–120 mg, atitinkamai 6 colių Al-BSF daugiakristalės saulės baterijos. Iliustracinis Ag FS metalizacijos modelis parodytas 17 (b) paveiksle. „Ag“ piršto anga sumažėjo žemiau 30 μm, tuo tarpu 5 magistralės barjerai vis dažniau taikomi. Esant tokiam ekrano parametrui ir gerai pasta pasta, Al-BSF saulės elementams, kurių optinio šešėlio nuostolis yra <6%, reikia="" gauti="" pastovią="">="">
6.2 Džiovinimas ir greitas metalizavimo pastų deginimas
Metalizacijos pastos susideda iš metalo miltelių, tirpiklių ir organinių rišiklių. FS Ag pastos atveju pastoje taip pat yra stiklo frito, o jis išgraviruoja SiNx: H sluoksnį ir kontaktuoja su n tipo spinduoliu [41]. Metalinės pastos po spausdinimo džiovinamos ir galiausiai siunčiamos per greitai degančią krosnį sukepinti ir sudaro RS Al-BSF ir FS Ag kontaktą. Tokios greitai kūrenamos krosnies su temperatūros profiliu pavyzdys pateiktas 18 paveiksle. FS Ag pirštų sukepimo procesas parodytas 19 paveiksle. Saulės elementui praeinant pro greitai kūrenamą krosnį, organiniai rišikliai deginami, o vėliau lydosi. stiklo frito ir galiausiai susidaro Ag kristalitai, kontaktuojantys su n tipo spinduoliu. Šaudymo profilis turi būti sureguliuotas atsižvelgiant į specifinius metalizavimo pastų tipus ir spinduolio difuzijos profilį. Pavyzdžiui, šaudymo piko temperatūra gali būti žema, kad nesusidarytų geras ominis kontaktas FS, o per aukšta temperatūra gali sukelti Ag difuziją per sankryžą ir pn sankryžos manevravimą. Pilno daugiakristalio Al-BSF saulės elemento vaizdas parodytas 20 paveiksle.

18 paveikslas. (A) Krosnies pavyzdys, skirtas sukepinti metalinius kontaktus, ir (b) iliustruojantis krosnies temperatūros profilis. Šaltinis: centrotherm GmbH.

19 paveikslas. Šaudymo proceso iliustracija. (a) Organinių rišiklių sudegimas; (b) stiklo frito, išgraviruojančio SiNx: H, lydymas ir (c) Ag kristalito susidarymas spinduolio sąsajoje.

20 paveikslas. (A) Viso saulės elemento FS ir (b) visos Saulės elemento RS.
6.3 Plokštės pagrindu pagaminta metalizacija priekyje
Įvairių saulės elementų apdorojimo veiksnių sąnaudos per metus sumažėjo, o priekinio Ag indėlis vis dar yra reikšmingiausias [42]. Nemažai dirbta pakeičiant Ag alternatyviu metalu, tokiu kaip varis (Cu), kurio laidumo vertė yra labai artima Ag savybei ir kuris taip pat gali turėti reikšmingą išlaidų pranašumą [43,44]. Cu pasižymi dideliu Si difuziniu ir tirpumu, todėl prieš Cu dengimą ant Si nusėda barjerinis sluoksnis, pavyzdžiui, nikelis (Ni) [42]. Šviesos sukeltas dengimas (LIP), gaunamas iš įprasto dengimo, naudoja fotoelektrinį šviesos efektą norimam metalui padengti ir turi daug privalumų, palyginti su įprastu dengimu [43,44].
„Ni-Cu“ pagrindo metalizavimui reikalingas papildomas priekinės pusės ARC modeliavimo žingsnis, skirtingai nei „Ag“ pastos pagrindo metalizavimui, ir daugeliu atvejų taip pat papildomas „Ni“ sukepinimo žingsnis, siekiant sumažinti kontakto varžą ir gerai sukibti su metaliniu kaminu [42 ]. Buvo įrodyta, kad komerciniai DWS pjaustyti „mc-Si“ saulės elementai, pagaminti iš Ni-Cu-Ag padengto kamino, pirštų pločio yra 22 μm, kraštinių santykis yra artimas 0,5 ir panašus efektyvumas kaip ir atskaitos ekrane atspausdintų Ag pagrindu pagamintų saulės elementų [45]. ].
Nuolat tobulinant „Ag FS“ pastas, taip pat paprastumą, patikimumą ir didelį šilkografijos proceso našumą, Ni-Cu pagrindu pagaminta metalizacija tapo sunku konkuruoti su „Ag“ pagrindu sukurta FS metalizacija. Tačiau didelės saulės elementų efektyvumo koncepcijos, tokios kaip dvifazės heterojankcinės saulės baterijos, kur Cu galima tiesiogiai padengti ant skaidraus laidžio oksido, dengimo procesas yra supaprastintas ir reikalauja tik vieno įrankio [39]. Panašiai, naudojant didelio efektyvumo koncepcijas, kurioms reikia mažesnio metalo kiekio, tą patį galima pasiekti naudojant metalizavimą dengiant plokštėmis [42,46].
6.4. Saulės elementų IV tyrimas ir apibūdinimas
Paskutinis žingsnis yra visų saulės elementų IV bandymas pagal standartines bandymo sąlygas (STC), ty AM 1,5 G, 1000 W / m2 su AAA klasės saulės treniruokliu. Saulės elementų FS zondavimo pavyzdys parodytas 21 paveiksle. Tipiniai parametrai, gauti iš IV testerio, nurodyti 3 lentelėje. IV testeriai turi daugybę charakteristikų, kurie gali būti naudingi diagnozuojant saulės elementų defektus. Reprezentatyvi saulės elemento elektroliuminescencija (EL) ir šiluminis IR vaizdas su kai kuriais defektais parodyti 22 (a) - (c) paveiksluose. Gero saulės elemento vienodo intensyvumo EL vaizdas parodytas 22 (a) paveiksle, o saulės elementui, kuriame FS pirštai nėra atspausdinti vienodai, 22 (b) paveiksle galima pamatyti tamsesnį kontrastą. 22 (c pav.) ) parodyta saulės elemento su lokalizuotu šunu terminis IR vaizdas, kuris buvo suformuotas per vieną iš apdorojimo etapų. Galų gale saulės elementai yra rūšiuojami skirtingose efektyvumo dėžėse, atsižvelgiant į pasirinktą klasifikaciją.

21 paveikslas. IV matavimo FS zondavimas saulės elementų apibūdinimui.
Parametras
Komentarai
Vašt(V) | Gerų „mc-Si Al-BSF“ saulės elementų vertė yra> 0,635V |
Isc(A) | Gerų „mc-Si Al-BSF“ saulės elementų vertė yra> 9,0 A |
FF (%) | Gerų „mc-Si Al-BSF“ saulės elementų vertė yra> 80% |
Efektyvumas (%) | Gerų „mc-Si Al-BSF“ saulės elementų vertė yra> 18,6% |
Vmpp(V) | Atitinkama įtampa didžiausiame galios taške |
Impp(A) | Atitinkama srovė didžiausios galios taške |
Rs(Ω) | Gerų „mc-Si Al-BSF“ saulės elementų vertė yra&l; 1,5 mΩ |
Rsh(Ω) | Gerų „mc-Si Al-BSF“ saulės elementų vertė yra> 100Ω |
Irev(A) | Atvirkštinė srovė esant –12V įtampai turėtų būti< 0,5="" a="" geriems="" saulės=""> |
FS BB-BB varža (Ω) | Atsparumas matuojamas tarp FS esančių BB |
RS BB-BB varža (Ω) | Atsparumas matuojamas tarp RS ant RS |
3 lentelė. Saulės elemento apibūdinimo parametrai, gauti atliekant IV matavimą.

22 paveikslas. (A) Geros saulės elemento EL vaizdas, (b) Saulės elemento EL vaizdas, kurio Ag pirštų atspaudai nėra vienodi, ir (c) saulės elemento šiluminis IR vaizdas, rodantis lokalizuotų šuntų buvimą.
7. Ateities tendencijos
DWS tapo monokristalinių plokštelių standartu, tuo tarpu tikimasi, kad daugiakristalinių plokštelių rinkos dalis bus> iki 2022 m. - 80% [2]. Tikimasi, kad iki to laiko daugiakristalių plokštelių SWS bus atsisakyta. Naudojant DWS, iki 2022 m. Disko praradimas taip pat turėtų būti< 80="" μm,="" o="" tai="" savo="" ruožtu="" sumažintų="" poli-si="" suvartojimą="" vienoje="" plokštelėje="" žemiau="" 15="" g.="" tikimasi,="" kad="" 3bb="" priekinių="" kontaktų="" dizainas="" bus="" nutrauktas="" iki="" 2020="" m.,="" skiriant="" 50%="" 5bb="" dizaino="" dalį.="" nuolat="" tobulinant="" „ag“="" pastas="" ir="" ekranus,="" prognozuojama,="" kad="" fs="" pirštų="" plotis="" iki="" 2022="" m.="" sumažės="" iki="" 30="" μm.="" šlapių="" cheminių="" medžiagų="" apdorojimo="" įrankiai="" 2018="" m.="" peržengė="" 8="" 000="" plokščių="" val.="" ir="" iki="" 2020="" m.="" palies="" 9="" 000="" plokščių="" val.="" 2018="" m.="" pasiekė="" 5000="" plokštelių="" h="" apyvartą="" ir="" tikimasi,="" kad="" iki="" 2020="" m.="" bus="" peržengta="" 7="" 000="" plokštelių="" h.="" manoma,="" kad="" metalizavimo="" ir="" iv="" bandymų="" rūšiavimo="" sekcijos="" našumas="" bus="">
Al-BSF pagrindu sukurta elementų technologija, kurios rinkos dalis yra> 60% 2018 m. Turėtų sumažėti iki< 20%="" iki="" 2025="" m.="" daugiau="" dėmesio="" skiriant="" didelio="" efektyvumo="" saulės="" elementų="" koncepcijoms,="" perc="" dalis="" tikimasi,="" kad="" iki="" 2022="" m.="" technologija="" bus=""> 50%. Tikimasi, kad „Mono PERC“ gamybos efektyvumas bus> iki 2022 m. - 22%, tuo tarpu daugialypio PERC atveju tuo pačiu metu jis turėtų paliesti 21%. Svarbus aspektas, susijęs su multi-PERC, yra LeTID pagrįstos problemos sušvelninimas, siekiant sumažinti efektyvumo praradimą įdiegus modulius lauke. Si HJ elementai, kurių efektyvumas yra> 22% 2018 m., Tikėtina, kad iki 2020 m. Pasieks stabilų 23% efektyvumą, o 2022 m. Rinkos dalis bus apie 10%. Didelio efektyvumo dvifacinės ląstelės su papildomu pranašumu spustelėjus saulės energiją Tikimasi, kad 2022 m. užpakalinės spinduliuotės rinkos dalis bus 20%. N tipo atgalinio kontakto saulės elementai iki 2020 m. turėtų pasiekti 24% efektyvumą.
8. Išvados
Si saulės elementai per pastaruosius dešimtmečius tapo svarbia atsinaujinančios energijos srities dalimi, naudojant brandintas gamybos technologijas. P tipo daugiakristalės plokštelės tapo pagrindine saulės elementų gamybos vieta. Tačiau esant didesniam efektyvumui ir mažėjančioms gamybos sąnaudoms, monokristaliniai saulės elementai taip pat įgijo nemažą dalį ir tikimasi, kad artimiausiu metu jie glaudžiai konkuruos su daugiakristalinėmis plokštelėmis. Standartinei Al-BSF technologijai 19 ir 20% tapo etalonu atitinkamai daugiakristalių ir monokristalinių saulės elementų atžvilgiu. Mono-PERC ir multi-PERC ląstelės pasiekė stabilizuotą efektyvumą, atitinkamai, 21,5 ir 20%. Be to, PERC taip pat suteikia paprastesnį požiūrį į dvifazius saulės elementus, turėdamas tinklelio modelį RS, o ne viso ploto kontaktą. Didelio našumo n tipo ir dvifaciniai saulės elementai užima 10% rinkos dalį, kuri turėtų padidėti ateityje. Gamybos technologijos per pastaruosius kelerius metus gerokai subrendo, toliau tobulinant našumą.
Padėkos
Autoriai norėtų padėkoti kolegoms iš RCT Solutions GmbH, iš kurių buvo paimta dalis šio skyriaus turinio. Mehulas C.Ravalas norėtų padėkoti kolegai Jim Zhou už diskusijas dėl juodojo silicio tekstūravimo.